การหล่อโฟมที่หายไป เป็นกระบวนการหล่อแบบระเหยขั้นสูง โดยบรรจุลวดลายโฟมซึ่งเป็นแบบจำลองที่แน่นอนของชิ้นส่วนที่ต้องการ บรรจุในทรายที่ไม่มีการยึดเกาะ จากนั้นเติมด้วยโลหะหลอมเหลวที่ทำให้โฟมกลายเป็นไอและได้รูปทรงที่แม่นยำ สินค้าที่ผลิตโดยใช้ การหล่อโฟมหายไป ตั้งแต่บล็อกเครื่องยนต์ของยานยนต์ ท่อร่วมที่ซับซ้อน ตัวเรือนปั๊มอุตสาหกรรม ตัววาล์ว ส่วนประกอบรางรถไฟ และประติมากรรมเชิงศิลปะ — ชิ้นส่วนใดๆ ที่ต้องการพิกัดความเผื่อที่แคบ รูปทรงภายในที่ซับซ้อน หรือเอาต์พุตที่มีรูปทรงใกล้เคียงสุทธิซึ่งอาจมีราคาแพงมากในการตัดเฉือนหรือประกอบจากหลายชิ้น ตามที่ สมาคมโรงหล่ออเมริกัน (AFS, 2023) ตลาดการหล่อโฟมที่หายไปทั่วโลกมีมูลค่าประมาณ 1.68 พันล้านดอลลาร์สหรัฐในปี 2565 และคาดว่าจะเติบโตที่ CAGR ที่ 6.1% จนถึงปี 2030 โดยได้รับแรงหนุนหลักจากข้อกำหนดในการลดน้ำหนักของยานยนต์ และการกำจัดแกนและสารยึดเกาะที่การหล่อทรายแบบดั้งเดิมต้องการ บทความนี้จะตรวจสอบว่าผลิตภัณฑ์ใดบ้างที่หล่อโดยใช้กระบวนการนี้ เหตุใดจึงมีประสิทธิภาพเหนือกว่าทางเลือกอื่นสำหรับรูปทรงเฉพาะ และข้อจำกัดของวัสดุและอุตสาหกรรมใดที่เป็นตัวกำหนดว่าเมื่อใดที่โฟมที่หายไปคือ — และไม่ใช่ — ตัวเลือกที่ถูกต้อง
การหล่อโฟมที่สูญหายทำงานอย่างไร: กระบวนการเบื้องหลังผลิตภัณฑ์
การหล่อโฟมที่หายไป ผลิตชิ้นส่วนโลหะที่มีรูปร่างเหมือนตาข่ายโดยแทนที่แม่พิมพ์ทรายและแกนแบบดั้งเดิมด้วยรูปแบบโฟมที่ถูกทำลาย "สูญหาย" เมื่อโลหะหลอมเหลวเต็มเข้าไปในโพรงแม่พิมพ์ The process sequence determines which product geometries are achievable and why this method unlocks designs that conventional casting cannot produce economically:
- การผลิตรูปแบบโฟม: เม็ดบีดโพลีสไตรีน (EPS) ที่ขยายได้จะถูกฉีดเข้าไปในเครื่องมืออะลูมิเนียมและขยายด้วยไอน้ำเพื่อสร้างรูปแบบของส่วนสุดท้าย รวมถึงทางเดินภายใน บอส และอันเดอร์คัตทั้งหมด สำหรับการประกอบที่ซับซ้อน โฟมหลายรูปแบบย่อยจะถูกติดกาวเข้าด้วยกันด้วยกาวที่ละลายน้ำได้เพื่อสร้างรูปแบบการหล่อแบบเดียว ความถูกต้องของมิติของรูปแบบโฟมจะเป็นตัวกำหนดความถูกต้องของมิติของการหล่อโดยตรง — ความคลาดเคลื่อนของ ±0.005 นิ้วต่อนิ้ว (±0.127 มม./มม.) สามารถทำได้ต่อ แนวทาง ASTM E2349 / AFS .
- การเคลือบทนไฟ: รูปแบบโฟมที่ประกอบแล้วจะถูกเคลือบแบบจุ่มในสารละลายเซรามิกทนไฟ (โดยทั่วไปจะเป็นแบบอลูมินาหรือเพทาย) ที่มีความหนา 1 ถึง 3 มม. จากนั้นทำให้แห้ง การเคลือบนี้ทำหน้าที่สองอย่าง: ให้ความแข็งแกร่งเพื่อรักษาขนาดรูปแบบภายใต้แรงกดอัดของทราย และควบคุมอัตราที่ก๊าซสลายโฟมซึมออกจากแม่พิมพ์ ซึ่งเป็นพารามิเตอร์ที่ส่งผลโดยตรงต่อคุณภาพพื้นผิวและความพรุนของการหล่อที่เสร็จสมบูรณ์
- การบดอัดทราย: รูปแบบที่เคลือบจะถูกฝังอยู่ในทรายซิลิกาที่แห้งและไม่มีพันธะในขวดเหล็ก และขวดจะถูกสั่นเพื่ออัดทรายให้แน่นสม่ำเสมอทั่วทุกรูปแบบ ไม่มีการใช้สารยึดเกาะ เรซิน หรือการเติมน้ำในทรายสีเขียว ทรายสามารถนำกลับมาใช้ใหม่ได้โดยไม่ต้องปรับสภาพ ซึ่งเป็นข้อได้เปรียบด้านต้นทุนกระบวนการที่สำคัญ
- การเทและการระเหยของรูปแบบ: โลหะหลอมเหลวจะถูกเทลงบนป่วงของลวดลายโฟมโดยตรง ความร้อนของโลหะจะทำให้โฟม EPS กลายเป็นไอโดยประมาณ 2,600°F (1,427°C) สำหรับการเทอลูมิเนียม ทำให้เกิดการเผาไหม้ด้านหน้าที่เคลื่อนตัวผ่านลวดลายขณะที่โลหะเต็มช่องด้านหลัง ก๊าซสลายตัวจะหลบหนีผ่านสารเคลือบทนไฟที่ซึมผ่านได้และทรายที่ไม่มีพันธะ
- น็อคเอาท์และจบสกอร์: หลังจากการแข็งตัว ขวดจะกลับด้าน และการหล่อจะหลุดออกจากทรายที่หลุดออกโดยใช้ความพยายามเพียงเล็กน้อย — ไม่ต้องใช้ค้อนทุบ ไม่ต้องถอดแกนออก ไม่จำเป็นต้องใช้เครื่องมือตัดเกตสำหรับรูปทรงส่วนใหญ่ ทรายที่นำกลับมาใช้ใหม่จะถูกทำให้เย็นลงและนำกลับมาใช้ใหม่โดยตรง
ผลิตภัณฑ์ยานยนต์ใดบ้างที่ผลิตโดยใช้การหล่อโฟมที่สูญหาย
อุตสาหกรรมยานยนต์เป็นผู้ใช้ปลายทางรายเดียวรายใหญ่ที่สุด การหล่อโฟมหายไป คิดเป็นประมาณ 65–70% ของปริมาณการผลิตโฟมทั่วโลกสูญเสียไป (ที่มา: นิตยสาร Global Casting, 2022 ). ผู้ผลิตรถยนต์นำกระบวนการนี้มาใช้ตั้งแต่ปลายทศวรรษ 1980 อย่างชัดเจน เนื่องจากช่วยให้สามารถผลิตอะลูมิเนียมและเหล็กหล่อที่ซับซ้อนแบบหลายขั้นตอน ซึ่งก่อนหน้านี้เป็นไปไม่ได้เลยในการเทครั้งเดียว หรือต้องใช้ส่วนประกอบที่กลึงและประกอบหลายชิ้น
เสื้อสูบและฝาสูบ
เสื้อสูบอะลูมิเนียมและฝาสูบทำจากเหล็กเป็นการใช้งานที่มีปริมาณมากที่สุด การหล่อโฟมหายไป ในการผลิตยานยนต์ บล็อกเครื่องยนต์ประกอบด้วยปลอกหุ้มน้ำ ทางเดินน้ำมัน กระบอกสูบ และบอสโบลต์ ทั้งหมดนี้อยู่ในการหล่อทางเรขาคณิตที่ซับซ้อนเพียงครั้งเดียว ซึ่งในการหล่อทรายทั่วไปต้องใช้แกนทราย 6 ถึง 14 แกนเพื่อสร้างทางเดินภายใน ใน การหล่อโฟมหายไป รูปแบบบล็อกที่สมบูรณ์ รวมถึงทางเดินภายในทั้งหมด ได้รับการประดิษฐ์ขึ้นเป็นชุดโฟมเดี่ยว ขจัดแกนทั้งหมดและการเปลี่ยนแปลงมิติที่พวกเขาแนะนำ ผลลัพธ์ที่ได้คือการหล่อแบบตาข่ายที่มีผนังทางเดินภายในเรียบขึ้น (ลดการสูญเสียการสูบน้ำในแจ็คเก็ตน้ำ) และระยะห่างระหว่างรูเจาะกับรูเจาะที่แน่นกว่าทางเลือกอื่นที่ชุดแกนทำได้ ช่วยให้สามารถลดขนาดเครื่องยนต์และลดน้ำหนักได้ เสื้อสูบอะลูมิเนียมอินไลน์ 4 แบบทั่วไปที่ผลิตโดย การหล่อโฟมหายไป มีน้ำหนักประมาณ 20–25% less กว่าการหล่อเหล็กที่เทียบเท่าและต้องการ ลดขั้นตอนการตัดเฉือนลง 40% เมื่อเทียบกับชิ้นส่วนเดียวกันที่เกิดจากการหล่อทรายสีเขียวแบบธรรมดา (ที่มา: เอกสารทางเทคนิคระหว่างประเทศของ SAE 2021-01-0428 ).
ท่อร่วมไอดี
ท่อร่วมไอดี - ส่วนประกอบที่กระจายส่วนผสมของอากาศหรืออากาศและเชื้อเพลิงจากตัวปีกผีเสื้อไปยังช่องไอดีของกระบอกสูบแต่ละอัน - ถือเป็นการหล่อที่ซับซ้อนที่สุดในเครื่องยนต์ทางเรขาคณิต รางน้ำภายในที่โค้งยาวและแตกแขนงจะต้องมีขนาดที่แม่นยำเพื่อการกระจายลมที่เท่ากันไปยังกระบอกสูบทั้งหมด การเปลี่ยนแปลงระหว่างนักวิ่งถึงนักวิ่งจะลดความสม่ำเสมอของการเผาไหม้และกำลังขับลงโดยตรง การหล่อโฟมที่หายไป ผลิตท่อร่วมไอดีอะลูมิเนียมชิ้นเดียวพร้อมรางวิ่งที่มีรูปทรงเรียบและแม่นยำในการใช้งานครั้งเดียว ในขณะที่การหล่อแบบทั่วไปต้องใช้ชุดประกอบหลายชิ้นพร้อมส่วนที่ต่อด้วยปะเก็นซึ่งจะทำให้ขั้นตอนไม่ต่อเนื่องที่ข้อต่อแต่ละข้อ ต่อ เอกสาร SAE 2019-01-1083 ,ชิ้นเดียว หล่อโฟมหายไป ท่อร่วมอลูมิเนียมแสดงให้เห็นถึงความแปรผันของการไหลของนักวิ่งถึงนักวิ่งที่น้อยกว่า 1.5% เมื่อเทียบกับความแปรผัน 3–5% ในท่อร่วมหลายชิ้นที่ประกอบเข้าด้วยกัน
ท่อร่วมไอเสีย
ท่อร่วมไอเสียต้องใช้โลหะผสมเหล็กอุณหภูมิสูง (โดยทั่วไปคือเหล็กดัด D5S หรือเหล็กดัด SiMo สำหรับอุณหภูมิสูงถึง 1,650°F / 900°C) ในรูปทรงโค้งที่ซับซ้อนซึ่งต้องมีผนังเรียบภายในเพื่อลดแรงดันต้านกลับ การหล่อโฟมที่หายไป สร้างรูปทรงเหล่านี้โดยไม่มีแกน ทำให้ได้ผิวสำเร็จภายใน Ra 250–500 ไมโครนิ้ว (6.3–12.5 µm) ในสภาพแบบหล่อ — เพียงพอสำหรับการบริการไอเสียโดยไม่ต้องตัดเฉือนพื้นผิวภายในขั้นที่สอง
ตัวพาเฟืองท้ายและเรือนเกียร์
ส่วนรองรับส่วนต่างและตัวเรือนชุดเกียร์ผสมผสานรูปทรงภายนอกที่ซับซ้อน (ส่วนยึด อานลูกปืน รูปแบบสัน) เข้ากับรูลูกปืนภายในที่มีขนาดแม่นยำ — ทำให้เหมาะสำหรับ การหล่อโฟมหายไป . ความสามารถของกระบวนการในการยึดพิกัดความคลาดเคลื่อนที่ยอมรับได้ ±0.005 นิ้ว/นิ้ว บนตำแหน่งรูแบริ่งจะช่วยลดปริมาณการตัดเฉือนที่จำเป็น และในบางกรณี ช่วยให้สามารถใช้รูแบริ่งในสภาพแบบหล่อได้ด้วยการเหลาผิวสำเร็จเท่านั้น แทนที่จะคว้านจนหมด
คาลิเปอร์เบรกและสนับมือ
คาลิปเปอร์เบรกอะลูมิเนียมและสนับมือพวงมาลัยผลิตจากอะลูมิเนียม การหล่อโฟมหายไป เพื่อลดน้ำหนักที่ไม่ได้สปริง — ปัจจัยสำคัญในการควบคุมรถแบบไดนามิก ก หล่อโฟมหายไป สนับมือหน้าอะลูมิเนียมมีน้ำหนักประมาณ 3.5–4.5 ปอนด์ เทียบกับ 7–9 ปอนด์สำหรับการหล่อทรายด้วยเหล็กที่เทียบเท่ากัน โดยมีประสิทธิภาพทางโครงสร้างที่เทียบเท่ากับกล่องโหลดที่กำหนดไว้ใน มาตรฐานความล้าของล้อและข้อนิ้ว SAE J328 .
ผลิตภัณฑ์อุตสาหกรรมและวิศวกรรมใดบ้างที่หล่อโดยใช้การหล่อโฟมที่สูญหาย?
นอกเหนือจากยานยนต์แล้ว การหล่อโฟมหายไป เป็นกระบวนการทางเลือกสำหรับผลิตภัณฑ์อุตสาหกรรมหลายประเภท ซึ่งความซับซ้อนของการออกแบบ ทางเดินภายใน หรือพิกัดความเผื่อที่แคบ ทำให้วิธีการหล่อแบบอื่นไม่ประหยัด การใช้งานทางอุตสาหกรรมมีสัดส่วนประมาณ 20–25% ของการสูญเสียการผลิตโฟมทั่วโลก (ที่มา: คณะกรรมการหล่อโฟมหายของ AFS, 2022 ).
ตัวเรือนปั๊มและใบพัด
ตัวเรือนและใบพัดของปั๊มหอยโข่งต้องใช้ช่องก้นหอยภายในที่มีความโค้งมนและแม่นยำ ซึ่งกำหนดประสิทธิภาพไฮดรอลิกโดยตรง การหล่อโฟมที่หายไป ผลิตตัวเรือนปั๊มเหล็กหล่อและสแตนเลสที่มีพื้นผิวรูปก้นหอยเรียบเนียนกว่าการหล่อทรายทั่วไป ลดการสูญเสียไฮดรอลิกและปรับปรุงประสิทธิภาพของปั๊ม 2-5 เปอร์เซ็นต์ที่อัตราการไหลที่เท่ากัน ซึ่งเป็นการประหยัดพลังงานที่วัดผลได้ตลอดชั่วโมงการปั๊มทางอุตสาหกรรมหลายล้านชั่วโมงต่อปี ต่อ มาตรฐานสถาบันไฮดรอลิก (HI 1.3, 2020) , ค่า Ra ของก้นหอยภายในต่ำกว่า 500 ไมโครนิ้ว (12.5 µm) ปรับปรุงประสิทธิภาพในปั๊มหอยโข่งที่สูงกว่า 500 GPM ได้อย่างวัดผลได้ การหล่อโฟมหายไป บรรลุสิ่งนี้ได้ในสภาพแบบหล่อโดยไม่ต้องตัดเฉือนพื้นผิวก้นหอยแบบรอง
ตัววาล์ว
ตัววาล์วที่ซับซ้อนสำหรับการควบคุมกระบวนการทางอุตสาหกรรม น้ำมันและก๊าซ และระบบไฮดรอลิกมีช่องการไหลภายในหลายทาง พอร์ตเจาะข้าม และรูบ่าที่มีขนาดแม่นยำ — การผสมผสานที่ต้องใช้แกนหลายแกนในการหล่อแบบธรรมดาหรือการตัดเฉือนที่ครอบคลุมจากเหล็กแท่งยาว การหล่อโฟมที่หายไป สร้างเครือข่ายทางเดินภายในเหล่านี้ในการเทครั้งเดียว กำจัดแสงพรากจากกันบนพื้นผิวที่นั่งภายใน และลดความต้องการในการตัดเฉือนลง 30–50% เมื่อเทียบกับการตัดเฉือนแท่งเหล็กสำหรับตัววาล์วขนาดกลางถึงขนาดใหญ่ (ที่มา: เทคโนโลยีการหล่อนานาชาติ 2564 ).
ตัวเรือนคอมเพรสเซอร์และส่วนประกอบสโครล
ตัวคอมเพรสเซอร์แบบสโครล — ใช้ในระบบ HVAC, เครื่องทำความเย็น และเครื่องมือเกี่ยวกับลม — มีพื้นผิวเกลียวม้วนซึ่งเป็นรูปแบบทางเรขาคณิตที่ซับซ้อนที่สุดที่ผลิตได้โดยการหล่อ การหล่อโฟมที่หายไป สร้างรูปทรงเกลียวเหล่านี้จากรูปแบบโฟมด้วยความแม่นยำของมิติที่ไม่สามารถทำได้ในการหล่อทรายทั่วไป ช่วยให้สามารถผลิตรูปทรงที่ใกล้เคียงตาข่ายซึ่งต้องการเพียงการตัดเฉือนขั้นสุดท้ายบนพื้นผิวสกรอลล์ผสมพันธุ์ แทนที่จะเป็นการตัดเฉือนหยาบจากการหล่อแบบดิบโดยมีการขจัดวัสดุอย่างมีนัยสำคัญ
กล่องเกียร์และเรือนลด
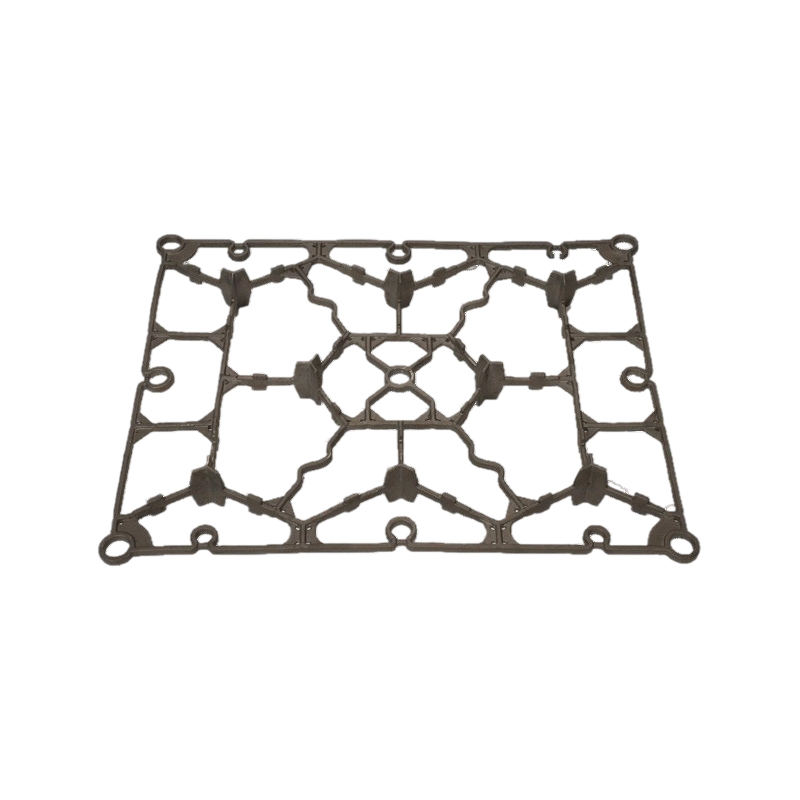
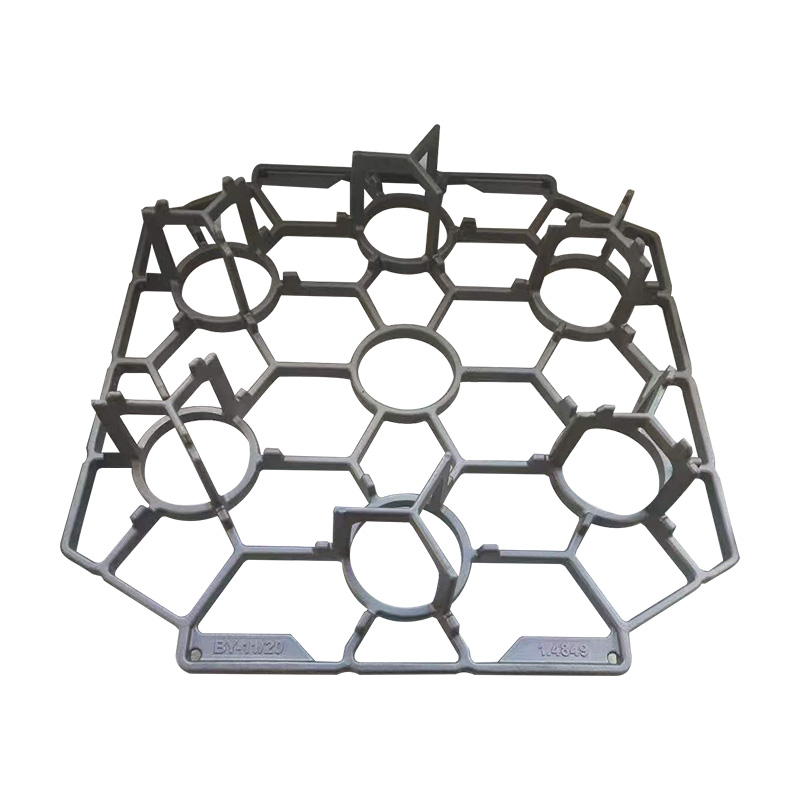
ตัวเรือนกระปุกเกียร์อุตสาหกรรมต้องรักษาการจัดตำแหน่งรูแบริ่งที่แม่นยำในรูปทรงหลายระนาบที่ซับซ้อน ซึ่งมักจะมีโครง ครีบระบายความร้อน ช่องน้ำมัน และแผ่นยึด ทั้งหมดอยู่ในการหล่อแบบเดียวกัน การหล่อโฟมที่หายไป สร้างรูปทรงที่ซับซ้อนเหล่านี้โดยมีความหนาของซี่โครงต่ำที่สุด 3 มม และรัศมีมุมที่แน่นที่สุด 1.5 มม ช่วยให้สามารถออกแบบกระปุกเกียร์ที่มีผนังบางลงซึ่งช่วยลดน้ำหนักโดยไม่กระทบต่อความแข็งแกร่งของตัวเรือน
อุตสาหกรรมและผลิตภัณฑ์อื่นใดที่ใช้การหล่อโฟมที่สูญหาย?
นอกเหนือจากยานยนต์และอุตสาหกรรมหนักแล้ว การหล่อโฟมหายไป ให้บริการผลิตภัณฑ์เฉพาะประเภทที่หลากหลาย โดยการผสมผสานระหว่างความอิสระในการออกแบบและความแม่นยำของมิติที่เป็นเอกลักษณ์ทำให้เกิดข้อได้เปรียบเฉพาะ
ส่วนประกอบโครงสร้างพื้นฐานทางรถไฟและราง
ฝักเบรกของรางรถไฟ โครงโบกี้ และส่วนประกอบข้อต่อต้องใช้เหล็กดัดหรือเหล็กแมงกานีสที่มีความแข็งแรงสูงในรูปทรงที่ซับซ้อนซึ่งจะต้องผ่านมาตรฐานความล้าและการกระแทกที่เข้มงวด การหล่อโฟมที่หายไป ใช้สำหรับตัวรองเท้าเบรกและตัวเรือนเม็ดมีดเบรก ทำให้เกิดการหล่อที่สม่ำเสมอและไม่มีรูพรุนที่เข้ากัน ข้อมูลจำเพาะ AAR (สมาคมรถไฟอเมริกัน) M-215 สำหรับการหล่อทางรถไฟ การกำจัดเส้นแยกและแกนจะช่วยลดจุดความเข้มข้นของความเค้นในการหล่อโครงสร้างรางรถไฟ ซึ่งช่วยยืดอายุความล้าเมื่อเปรียบเทียบกับการหล่อทรายทั่วไปที่มีรูปทรงเดียวกัน
ส่วนประกอบเครื่องจักรกลการเกษตร
ตัววาล์วไฮดรอลิกของรถแทรกเตอร์ เรือนสูบจ่ายเมล็ดพืช และโครงเว้าของเครื่องเกี่ยวนวดผลิตผ่าน การหล่อโฟมหายไป ในเหล็กดัดและอลูมิเนียม Agricultural equipment demands complex fluid-handling geometry at low-to-medium production volumes — exactly the conditions where การหล่อโฟมหายไป's ความได้เปรียบด้านต้นทุนเครื่องมือที่เหนือกว่าการหล่อแบบตายตัวเป็นสิ่งสำคัญที่สุด ก การหล่อโฟมหายไป เครื่องมือสำหรับท่อร่วมไฮดรอลิกของรถแทรกเตอร์มีราคาประมาณ 15,000–40,000 ดอลลาร์ เมื่อเทียบกับ 80,000-250,000 เหรียญสหรัฐฯ สำหรับเครื่องมือหล่อแบบแรงดันสูงที่เทียบเท่ากัน ทำให้ประหยัดได้ที่ปริมาณ 500-10,000 หน่วยต่อปี
เครื่องยนต์ทางทะเลและส่วนประกอบขับเคลื่อน
บล็อกเครื่องยนต์ติดท้ายเรือเดินทะเล เรือนสเติร์นไดรฟ์ และใบพัดปั๊มสำหรับเดินทะเลผลิตผ่าน การหล่อโฟมหายไป ในอะลูมิเนียมอัลลอยด์เพื่อการผสมผสานระหว่างความต้านทานการกัดกร่อน น้ำหนักเบา และความซับซ้อนทางเรขาคณิต ยูนิตส่วนล่างของเครื่องยนต์ติดท้ายเรือ ซึ่งมีกล่องเกียร์ ทางเดินของปั๊มน้ำ และแท่นยึด ถือเป็นงานหล่อขนาดเล็กที่มีรูปทรงเรขาคณิตที่ซับซ้อนที่สุดในการผลิตทางทะเล โดยมีทางตัดกันซึ่งการหล่อแบบทั่วไปต้องใช้แกน 3 ถึง 5 แกนในการสร้าง
งานหล่องานศิลปะและงานโลหะทางสถาปัตยกรรม
ศิลปินและสถาปนิกใช้ การหล่อโฟมหายไป (มักเรียกว่า "การหล่อแบบเต็มรูปแบบ" ในบริบททางศิลปะ) เพื่อผลิตประติมากรรมสำริดและอลูมิเนียม แผงประดับสถาปัตยกรรม และฮาร์ดแวร์แบบกำหนดเองที่มีพื้นผิวที่สมบูรณ์และรายละเอียดของแบบจำลองโฟมแกะสลักดั้งเดิม แตกต่างจากการหล่อการลงทุนซึ่งต้องใช้รูปแบบขี้ผึ้งและเปลือกเซรามิก การหล่อโฟมหายไป ช่วยให้ศิลปินแกะสลักโดยตรงในโฟม EPS ด้วยเครื่องมือทั่วไป (ลวดร้อน มีด ตะไบ) และหล่อโดยตรงโดยไม่ต้องถ่ายโอนแบบจำลองระดับกลาง — รักษาพื้นผิวที่เกิดขึ้นเองซึ่งจะสูญหายไปในกระบวนการสร้างซ้ำหลายขั้นตอน
การหล่อโฟมที่สูญหายกับวิธีการหล่อแบบอื่น: วิธีไหนดีที่สุดสำหรับผลิตภัณฑ์ใด
การหล่อโฟมที่หายไป ไม่สามารถแทนที่วิธีการหล่ออื่นๆ ทั้งหมดได้ — เป็นการคัดเลือกที่เหนือกว่าสำหรับคุณลักษณะเฉพาะของผลิตภัณฑ์ ตารางด้านล่างนี้เปรียบเทียบกับการหล่อทรายสีเขียว การหล่อแบบลงทุน และการหล่อแบบแรงดันสูงตามเกณฑ์ที่กำหนดการเลือกกระบวนการสำหรับผลิตภัณฑ์อุตสาหกรรมทั่วไป:
| เกณฑ์ | การหล่อโฟมที่หายไป | การหล่อทรายสีเขียว | การหล่อการลงทุน | การหล่อด้วยแรงดันสูง |
|---|---|---|---|---|
| ความอดทนมิติ | ±0.005 นิ้ว/นิ้ว | ±0.030 นิ้ว/นิ้ว | ±0.003 นิ้ว/นิ้ว | ±0.002 นิ้ว/นิ้ว |
| การตกแต่งพื้นผิว (แบบหล่อ Ra) | 125–500 µin (3–12.5 µm) | 500–1,000 µin (12.5–25 µm) | 63–125 µin (1.6–3.2 µm) | 32–125 µin (0.8–3.2 µm) |
| ข้อความภายใน (ไม่มีแกน) | ใช่ — เรขาคณิตอะไรก็ได้ | ต้องใช้แกนทราย | ใช่ — ถูกจำกัดด้วยความสามารถในการยุบตัวของขี้ผึ้ง | ต้องใช้สไลด์/แกน เรขาคณิตที่จำกัด |
| ค่าเครื่องมือ | ต่ำ–ปานกลาง ($15K–$80K) | ต่ำ ($5K–$30K) | ปานกลาง ($10K–$60K) | สูง ($80K–$500K ) |
| ช่วงน้ำหนักชิ้นส่วน | 0.1 ปอนด์ถึง 2,000 ปอนด์ | 0.5 ปอนด์ถึง 100,000 ปอนด์ | 0.001 ปอนด์ถึง 100 ปอนด์ | 0.1 ปอนด์ถึง 150 ปอนด์ |
| ความเหมาะสมของปริมาณการผลิต | 500–500,000 ชิ้น/ปี | 1–100,000 ชิ้น/ปี | 100–100,000 ชิ้น/ปี | 10,000–1,000,000 ชิ้น/ปี |
| ความเข้ากันได้ของโลหะผสม | โลหะผสม Al, Fe, Cu, Mg, Ni | โลหะผสมทั้งหมด | โลหะผสมทั้งหมด | Al, Mg, Zn, Cu (ไม่ใช่เหล็ก) |
| ผลิตภัณฑ์ทั่วไป | เสื้อสูบ ท่อร่วม ตัวเรือนปั๊ม ตัววาล์ว | โครงสร้างขนาดใหญ่ รูปทรงเรียบง่าย เครื่องจักรกลหนัก | ใบพัดกังหัน การผ่าตัดปลูกถ่าย เครื่องประดับ | เรือนอุปกรณ์อิเล็กทรอนิกส์สำหรับผู้บริโภค ชิ้นส่วนโครงสร้างเรียบง่าย |
ตารางที่ 1: การเปรียบเทียบการหล่อโฟมที่สูญเสียไปกับทรายสีเขียว การลงทุน และการหล่อแบบแรงดันสูงโดยพิจารณาจากเกณฑ์ความคลาดเคลื่อนของมิติ ผิวสำเร็จ ความสามารถในการผ่านภายใน ต้นทุนเครื่องมือ และผลิตภัณฑ์ทั่วไป ที่มา: AFS, SAE International, Casting Technology International (2021–2023)
วัสดุใดบ้างที่ใช้ในผลิตภัณฑ์หล่อโฟมที่สูญหาย?
การเลือกใช้โลหะหล่อเข้า การหล่อโฟมหายไป กำหนดว่าผลิตภัณฑ์ใดที่สามารถทำได้และเงื่อนไขการบริการใดที่การหล่อสามารถทนต่อได้ กระบวนการนี้เข้ากันได้กับโลหะผสมหลายประเภทมากกว่าการหล่อด้วยแรงดันสูง และความสามารถในการจัดการกับโลหะผสมที่เป็นเหล็กทำให้แตกต่างจากตัวเลือกการหล่อที่มีความแม่นยำอื่นๆ มากมาย:
| วัสดุ | อุณหภูมิการเท | ส่วนแบ่งการตลาดใน LFC | ผลิตภัณฑ์ทั่วไป |
|---|---|---|---|
| อลูมิเนียมอัลลอยด์ (A319, A356, A380) | 1,300–1,450°F (705–790°C) | ~55% | เสื้อสูบ ท่อร่วมไอดี สนับมือ เรือนปั๊ม |
| เหล็กหล่อสีเทาและเหล็กหล่อเหนียว | 2,600–2,800°F (1,427–1,538°C) | ~30% | ท่อร่วมไอเสีย ฝาสูบ ส่วนประกอบเบรก กระปุกเกียร์ |
| สแตนเลส (304, 316, 17-4 พีเอช) | 2,700–2,900°F (1,482–1,593°C) | ~8% | ส่วนประกอบทางทะเล ใบพัดปั๊ม อุปกรณ์แปรรูปอาหาร |
| โลหะผสมทองแดงและทองแดง | 1,850–2,100°F (1,010–1,149°C) | ~5% | การหล่องานศิลปะ องค์ประกอบทางสถาปัตยกรรมตกแต่ง อุปกรณ์ทางทะเล |
| แมกนีเซียมอัลลอยด์ (AZ91, AM60) | 1,200–1,350°F (649–732°C) | ~2% | ชิ้นส่วนโครงสร้างน้ำหนักเบา ต้นแบบโครงยึดอากาศยาน |
ตารางที่ 2: วัสดุหล่อที่ใช้ในการหล่อโฟมที่สูญหาย โดยแบ่งตามส่วนแบ่งการตลาด อุณหภูมิในการเท และการใช้งานผลิตภัณฑ์ทั่วไป ที่มา: รายงานประจำปีของ AFS Lost Foam Casting Committee (2022)
เหตุใดการหล่อโฟมที่สูญหายจึงถูกเลือกมากกว่าทางเลือกสำหรับผลิตภัณฑ์ที่ซับซ้อน
วิศวกรและทีมจัดซื้อเลือก การหล่อโฟมหายไป สำหรับผลิตภัณฑ์เฉพาะเมื่อมีเงื่อนไขต่อไปนี้สามข้อขึ้นไปพร้อมกัน - เงื่อนไขที่ทำให้กระบวนการทางเลือกไม่เพียงพอทางเทคนิคหรือเป็นข้อห้ามทางเศรษฐกิจ:
- ข้อความภายในที่ซับซ้อนซึ่งต้องใช้แกนทราย 3 อันขึ้นไป: แต่ละแกนในการหล่อทรายแบบธรรมดาจะเพิ่มต้นทุนเครื่องมือ ค่าแรงในการประกอบ ความแปรผันของมิติที่งานพิมพ์ของแกน และความเป็นไปได้ที่จะมีการเคลื่อนตัวของแกนระหว่างการเท ผลิตภัณฑ์ที่ต้องใช้แกน 8 คอร์ในการหล่อแบบทั่วไปมักจะมีต้นทุนที่สามารถแข่งขันได้ การหล่อโฟมหายไป ด้วยปริมาณมากกว่า 2,000 หน่วยต่อปี และเหนือกว่าทั้งในด้านต้นทุนและคุณภาพมากกว่า 5,000 หน่วย (ที่มา: เทคโนโลยีการหล่อนานาชาติ 2564 ).
- ข้อกำหนดรูปทรงใกล้เคียงตาข่ายที่ช่วยลดการตัดเฉือน: สำหรับผลิตภัณฑ์ที่ต้นทุนการกำจัดสต็อกการหล่อดิบเกิน 25% ของต้นทุนชิ้นส่วนทั้งหมด การหล่อโฟมหายไป's ความแม่นยำของมิติและการผลิตทางเดินภายในแบบไร้แกนช่วยลดเวลาในการตัดเฉือนได้อย่างมาก ความได้เปรียบด้านต้นทุนการผลิตโดยรวมเหนือการหล่อทรายทั่วไปคือ 15–35% สำหรับชิ้นส่วนระบบส่งกำลังอะลูมิเนียมที่ซับซ้อนต่อ SAE อินเตอร์เนชั่นแนล (2020) .
- รูปทรงภายนอกที่ปราศจากการแบ่งเส้น: การหล่อแบบทั่วไปต้องใช้มุมร่างและเส้นแบ่งบนพื้นผิวภายนอกทุกจุด การหล่อโฟมที่หายไป สร้างเส้นแยกจากกันเป็นศูนย์ ทำให้เกิดรูปทรงภายนอก เช่น รอยตัด พื้นผิวที่กลับเข้ามาใหม่ เส้นโค้งผสม ซึ่งเป็นไปไม่ได้ทางกายภาพในแม่พิมพ์ทรายแบบสองชิ้น ความอิสระนี้ช่วยให้เกิดรูปแบบโครงโครงที่ปรับให้เหมาะสมที่สุดสำหรับความแข็งต่อน้ำหนัก โดยไม่มีการลดทอนมุมร่าง
- ปริมาณการผลิตปานกลางที่มีความซับซ้อนปานกลางถึงสูง: การหล่อโฟมที่หายไป ครอบครองจุดที่น่าสนใจด้านประสิทธิภาพการผลิตระหว่าง 500 ถึง 500,000 ชิ้นส่วนต่อปีสำหรับชิ้นส่วนที่ซับซ้อน ซึ่งอยู่นอกเหนือขอบเขตที่ประหยัดของการลงทุนในการหล่อ (ช้าเกินไป) และต่ำกว่าปริมาณที่ต้องการซึ่งเหมาะสมกับการลงทุนเครื่องมือหล่อแบบแรงดันสูง
- ข้อกำหนดการปฏิบัติตามข้อกำหนดด้านสิ่งแวดล้อม: การหล่อโฟมที่หายไป ไม่ใช้สารยึดเกาะทางเคมี ไม่ก่อให้เกิดการสลายตัวของสารยึดเกาะ (เบนซีน โทลูอีน ฟีนอล) เมื่อเท ซึ่งเป็นข้อได้เปรียบที่สำคัญในภูมิภาคที่มีกฎระเบียบ VOC ที่เข้มงวด ทรายแห้งยังสามารถรีไซเคิลได้ 95–98% โดยไม่ต้องนำความร้อนกลับมาใช้ใหม่ ซึ่งช่วยลดของเสียจากโรงหล่อได้อย่างมากเมื่อเทียบกับระบบทรายที่ยึดติดด้วยสารเคมี
คำถามที่พบบ่อยเกี่ยวกับผลิตภัณฑ์หล่อโฟมที่หายไป
คำถามที่ 1: ขนาดสูงสุดของผลิตภัณฑ์ที่สามารถทำได้โดยการสูญเสียการหล่อโฟมคือเท่าใด
การหล่อโฟมที่หายไป สามารถปรับขนาดได้ตั้งแต่ชิ้นส่วนขนาดเล็กที่มีน้ำหนักไม่กี่ออนซ์ไปจนถึงการหล่อทางอุตสาหกรรมที่มีขนาดใหญ่มากเกิน 2,000 ปอนด์ (907 กก.) . ตัวเรือนปั๊มขนาดใหญ่ โครงคอมเพรสเซอร์ และตัววาล์วอุตสาหกรรมที่ปลายด้านบนของกลุ่มผลิตภัณฑ์นี้ผลิตในขวดแบบกำหนดเองที่มีความยาวสูงสุด 6 ฟุต (1.8 ม.) ในแต่ละขนาด ขีดจำกัดบนในทางปฏิบัติถูกกำหนดโดยความสามารถในการอัดทรายให้สม่ำเสมอรอบๆ ลวดลาย และเพื่อรักษาการไหลและอุณหภูมิของโลหะให้สม่ำเสมอตลอดความยาวการเติมทั้งหมด ความท้าทายที่เพิ่มขึ้นตามขนาดลวดลายและต้องมีการออกแบบระบบ gating อย่างระมัดระวัง
Q2: อะไรคือข้อจำกัดของการสูญหายของโฟมในการออกแบบผลิตภัณฑ์?
การหล่อโฟมที่หายไป มีข้อจำกัดในการออกแบบผลิตภัณฑ์หลักสามประการ ขั้นแรก ความหนาของผนังขั้นต่ำจะอยู่ที่ประมาณ 3 มม for aluminum and 4 mm for iron — ผนังที่บางกว่าจะไม่เต็มแน่นก่อนที่ด้านหน้าโลหะจะผ่านโฟมที่สลายตัว ประการที่สอง กระบวนการนี้ไวต่อความหนาแน่นและองค์ประกอบของรูปแบบโฟม EPS: โฟมความหนาแน่นสูงจะผลิตก๊าซสลายตัวมากขึ้นต่อหน่วยปริมาตร และเพิ่มความเสี่ยงที่คาร์บอนจะรวมตัวหรือมีรูพรุนในการหล่อ ประการที่สาม ผิวสำเร็จแม้จะดีตามมาตรฐานการหล่อทราย แต่ก็ไม่ได้ดีเท่ากับการหล่อแบบลงทุน (Ra 125–500 µin เทียบกับ Ra 63–125 µin สำหรับการหล่อแบบลงทุน) — หมายถึงผลิตภัณฑ์ที่ต้องใช้พื้นผิวแบบหล่อที่เรียบมากสำหรับการปิดผนึกหรือการทำงานของตลับลูกปืน ยังคงต้องใช้การหล่อแบบลงทุนหรือการตัดเฉือนรอง
คำถามที่ 3: การหล่อโฟมที่สูญหายสามารถผลิตผลิตภัณฑ์กลวงที่มีช่องภายในแบบปิดได้หรือไม่
ใช่ — นี่คือหนึ่งในนั้น การหล่อโฟมหายไป's ข้อได้เปรียบที่สำคัญที่สุดเหนือวิธีการหล่อแบบอื่นทั้งหมด ห้องภายในแบบปิด (ปิดสนิทโดยไม่มีช่องเปิดออกสู่ภายนอก) สามารถเกิดขึ้นได้โดยการสร้างลวดลายโฟมโดยมีช่องว่างภายในอยู่แล้ว ไม่ว่าจะโดยการกลึงช่องให้เป็นบล็อคโฟม หรือโดยการประกอบโฟมครึ่งเปลือกสองอันรอบแกนโฟมที่ระเหยไปพร้อมกับลวดลายที่เหลือในระหว่างการเท ซึ่งช่วยให้ผลิตภัณฑ์ต่างๆ เช่น โหนดที่มีโครงสร้างกลวง ส่วนประกอบเฟรมส่วนปิด และห้องของเหลวที่ปิดสนิท ซึ่งเป็นไปไม่ได้ทางกายภาพในการผลิตในการเทครั้งเดียวโดยใช้วิธีการหล่อแบบอื่น
คำถามที่ 4: การหล่อโฟมที่สูญหายไปเปรียบเทียบกับการหล่อทรายด้วยการพิมพ์ 3 มิติสำหรับผลิตภัณฑ์ที่ซับซ้อนอย่างไร
ทั้งสองอย่าง การหล่อโฟมหายไป และการหล่อทรายด้วยการพิมพ์ 3 มิติ (การพิมพ์ด้วยทรายแบบ Binder-Jet) จัดการกับความท้าทายของเรขาคณิตภายในที่ซับซ้อนโดยไม่ต้องใช้แกนแบบดั้งเดิม แต่ใช้กรอบเวลาการผลิตที่แตกต่างกัน การหล่อทรายด้วยการพิมพ์ 3 มิติเป็นเลิศในการผลิตต้นแบบเพียงครั้งเดียวและมีปริมาณการผลิตต่ำมาก (1-50 ชิ้นส่วน) เนื่องจากแม่พิมพ์ถูกพิมพ์โดยตรงโดยไม่ต้องลงทุนด้านเครื่องมือใดๆ ต้นทุนการติดตั้งจึงเป็นศูนย์ การหล่อโฟมที่หายไป ต้องใช้เครื่องมือโฟม EPS ซึ่งมีราคา 15,000–80,000 ดอลลาร์สหรัฐฯ แต่จากนั้นก็สร้างลวดลายด้วยต้นทุนต่อหน่วยที่ต่ำมาก ทำให้ประหยัดได้มากกว่าประมาณ 500 หน่วยต่อปีอย่างมาก สำหรับโปรแกรมการพัฒนาที่ต้องการทั้งความยืดหยุ่นของต้นแบบและความสามารถในการปรับขนาดการผลิต ผู้ผลิตหลายรายใช้ทรายที่พิมพ์แบบ 3 มิติสำหรับการหล่อต้นแบบ 10–50 ครั้งแรกและเปลี่ยนไปใช้ การหล่อโฟมหายไป เมื่อการออกแบบถูกแช่แข็งเพื่อการผลิต
คำถามที่ 5: การหล่อโฟมที่สูญหายมีโครงสร้างเทียบเท่ากับการหล่อทรายทั่วไปที่ใช้โลหะผสมชนิดเดียวกันหรือไม่
เมื่อได้รับการควบคุมอย่างเหมาะสม การหล่อโฟมหายไปs มีคุณสมบัติทางโลหะวิทยาเทียบเท่ากับการหล่อทรายสีเขียวของโลหะผสมชนิดเดียวกัน ข้อกังวลด้านคุณภาพหลักเฉพาะของ การหล่อโฟมหายไป คือการดึงคาร์บอน (ในการหล่อเหล็ก) จากการเผาไหม้โฟมที่ไม่สมบูรณ์และความพรุนขนาดเล็กจากก๊าซที่สลายตัวที่ติดอยู่ ซึ่งทั้งสองอย่างนี้ถูกควบคุมโดยความสามารถในการซึมผ่านของสารเคลือบทนไฟ อุณหภูมิในการเท และความดันที่หัวโลหะ ต่อ การวิจัยของ AFS (2022) การหล่ออลูมิเนียมโฟมที่สูญหายจากการประมวลผลอย่างเหมาะสมทำให้ได้ค่าความต้านทานแรงดึงและค่าความแข็งแรงของผลผลิตภายใน 5% ของการหล่อแม่พิมพ์ถาวรที่เทียบเท่า ของโลหะผสมชนิดเดียวกัน และเป็นไปตามข้อกำหนดด้านแรงดึงมาตรฐานของยานยนต์ทั้งหมด (ASTM B108, SAE J453)
คำถามที่ 6: โดยทั่วไปแล้วระยะเวลาในการผลิตผลิตภัณฑ์ใหม่ในการหล่อโฟมที่สูญหายคืออะไร?
ระยะเวลาตั้งแต่การออกแบบชิ้นส่วนขั้นสุดท้ายไปจนถึงการหล่อการผลิตครั้งแรก การหล่อโฟมหายไป โดยทั่วไปแล้ว 8 ถึง 16 สัปดาห์ แบ่งได้ดังนี้: การออกแบบและการตัดเฉือนเครื่องมือโฟม EPS (4-8 สัปดาห์) ตัวอย่างรูปแบบโฟมครั้งแรกและการตรวจสอบมิติ (1-2 สัปดาห์) คุณสมบัติการเคลือบวัสดุทนไฟ (1-2 สัปดาห์) และการทดลองหล่อครั้งแรกและการปรับพารามิเตอร์กระบวนการให้เหมาะสม (2-4 สัปดาห์) ซึ่งเทียบได้กับระยะเวลารอคอยในการหล่อแบบลงทุน และสั้นกว่าการหล่อแบบแรงดันสูงอย่างมาก (16-30 สัปดาห์สำหรับแม่พิมพ์ที่ซับซ้อน) ทำให้ การหล่อโฟมหายไป น่าสนใจสำหรับโปรแกรมที่มีไทม์ไลน์การพัฒนาแบบบีบอัด
คำถามที่ 7: การหล่อโฟมสูญหายใช้กับผลิตภัณฑ์ไทเทเนียมหรือซูเปอร์อัลลอยนิกเกิลหรือไม่
การหล่อโฟมที่หายไป ปัจจุบันไม่ได้ใช้ในเชิงพาณิชย์สำหรับผลิตภัณฑ์ไทเทเนียมหรือนิกเกิลซูเปอร์อัลลอย อุณหภูมิการเทของไทเทเนียมที่สูงมาก (สูงกว่า 3,000°F / 1,650°C) และซูเปอร์อัลลอยนิกเกิล (สูงกว่า 2,800°F / 1,538°C) ทำให้เกิดปริมาตรและอัตราการสลายก๊าซ EPS ที่เกินความสามารถในการซึมผ่านของระบบการเคลือบวัสดุทนไฟในปัจจุบัน ทำให้เกิดความพรุนและการปนเปื้อนคาร์บอนที่ยอมรับไม่ได้ การหล่อการลงทุนด้วยเปลือกเซรามิกยังคงเป็นมาตรฐานการผลิตสำหรับวัสดุเหล่านี้ การวิจัยเกี่ยวกับวัสดุรูปแบบอื่น (โฟม PMMA ซึ่งสลายตัวได้สมบูรณ์มากกว่า EPS) กำลังดำเนินอยู่และอาจขยายออกไปในที่สุด การหล่อโฟมหายไป ไปจนถึงโลหะผสมที่มีอุณหภูมิสูงขึ้น ตามงานวิจัยที่ตีพิมพ์ใน วารสารวิจัยโลหะหล่อนานาชาติ (2022) .
ประเด็นสำคัญ: ผลิตภัณฑ์ที่เหมาะสมที่สุดกับการหล่อโฟมที่สูญหาย
- ระบบส่งกำลังของยานยนต์: เสื้อสูบ ฝาสูบ ท่อร่วมไอดีและไอเสีย ชุดเกียร์และเฟืองท้าย — การใช้โฟมที่สูญเสียไปในปริมาณมากที่สุดในโลก
- แชสซีส์และระบบเบรก: คาลิเปอร์เบรก สนับมือพวงมาลัย และส่วนประกอบระบบกันสะเทือนซึ่งการลดน้ำหนักของอะลูมิเนียมเป็นสิ่งสำคัญ
- การจัดการของเหลวทางอุตสาหกรรม: ตัวเรือนปั๊ม ใบพัด ตัววาล์ว และสโครลของคอมเพรสเซอร์ ซึ่งผนังทางเดินภายในเรียบลื่นส่งผลโดยตรงต่อประสิทธิภาพการปฏิบัติงาน
- ระบบส่งกำลัง: กล่องเกียร์และเรือนลดขนาดต้องมีการจัดตำแหน่งรูแบริ่งที่แน่นตลอดรูปทรงหลายระนาบที่ซับซ้อน
- รถไฟ เกษตรกรรม และทางทะเล: ส่วนประกอบพิเศษที่มีปริมาณการผลิตปานกลาง ซึ่งมีความได้เปรียบด้านต้นทุนเครื่องมือมากกว่าการหล่อด้วยแม่พิมพ์เป็นที่น่าสนใจ
- ศิลปะและสถาปัตยกรรม: งานบรอนซ์และอะลูมิเนียมสั่งทำพิเศษ โดยที่เนื้อสัมผัสและรูปทรงที่แท้จริงของการแกะสลักโฟมต้องคงไว้อยู่ในโลหะ
- เลือกการหล่อโฟมที่หายไป เมื่อผลิตภัณฑ์มีช่องภายใน 3 ช่องขึ้นไป ต้องการความแม่นยำของขนาดรูปร่างที่ใกล้เคียงสุทธิ ต้องการรูปทรงภายนอกที่ปราศจากเส้นแยก หรือผลิตที่ 500 ถึง 500,000 หน่วยต่อปีในอะลูมิเนียม เหล็ก หรือสแตนเลส