ส่วนประกอบที่หล่อแบบหมุนเหวี่ยงจะมอบคุณสมบัติเชิงกลที่เหนือกว่า โครงสร้างจุลภาคที่หนาแน่นกว่า และอายุการใช้งานที่ยาวนานกว่าเมื่อเปรียบเทียบกับชิ้นส่วนที่ผลิตโดยวิธีการหล่อแบบคงที่ ด้วยการใช้แรงหมุนที่ควบคุมเพื่อกระจายโลหะหลอมเหลวไปบนผนังแม่พิมพ์ กระบวนการหล่อแบบแรงเหวี่ยงช่วยขจัดความพรุน การหดตัว และข้อบกพร่องการรวมตัวที่รบกวนการหล่อทรายและแรงโน้มถ่วงแบบทั่วไป ตั้งแต่ท่อแรงดันและปลอกสูบไปจนถึงวงแหวนการบินและอวกาศและอุปกรณ์กระบวนการทางเคมี ชิ้นส่วนที่หล่อแบบหมุนเหวี่ยงเป็นเกณฑ์มาตรฐานสำหรับความสมบูรณ์ของโครงสร้างในการใช้งานที่มีความต้องการสูง คู่มือนี้จะอธิบายอย่างชัดเจนถึงวิธีการทำงานของกระบวนการ ความเป็นเลิศ และวิธีการพิจารณาว่ากระบวนการดังกล่าวเป็นวิธีการผลิตที่เหมาะสมสำหรับส่วนประกอบของคุณหรือไม่
"การหล่อแบบแรงเหวี่ยง" หมายถึงอะไร?
ก หล่อแบบแรงเหวี่ยง ส่วนหนึ่งผลิตโดยการเทโลหะหลอมเหลวลงในแม่พิมพ์ที่หมุนอย่างรวดเร็ว โดยที่แรงเหวี่ยง (ไม่ใช่แรงโน้มถ่วง) จะขับโลหะออกไปด้านนอกเพื่อสร้างรูปร่างที่หนาแน่นและสม่ำเสมอกับผนังแม่พิมพ์ คำนี้ทำให้ส่วนประกอบประเภทนี้แตกต่างจากส่วนประกอบที่ผลิตโดยวิธีการหล่อแบบคงที่ เช่น การหล่อทราย การหล่อแบบลงทุน หรือการหล่อด้วยแรงโน้มถ่วง โดยที่โลหะจะเติมลงในช่องที่อยู่นิ่ง
ความเร็วในการหมุนของแม่พิมพ์ในระหว่างการหล่อจะถูกควบคุมอย่างแม่นยำ และโดยทั่วไปจะสร้างแรงเหวี่ยงของ 75 ถึง 150 เท่าของแรงโน้มถ่วง (75–150 G) . แรงที่รุนแรงนี้ทำให้โลหะที่แข็งตัวอัดแน่น ผลักสิ่งเจือปนที่เบากว่า เช่น ตะกรัน ออกไซด์ ฟองก๊าซ ไปยังรูด้านในซึ่งสามารถตัดเฉือนออกได้ และสร้างโครงสร้างเกรนที่ละเอียดกว่าและจัดเรียงในทิศทางมากกว่าการหล่อแบบคงที่ใด ๆ
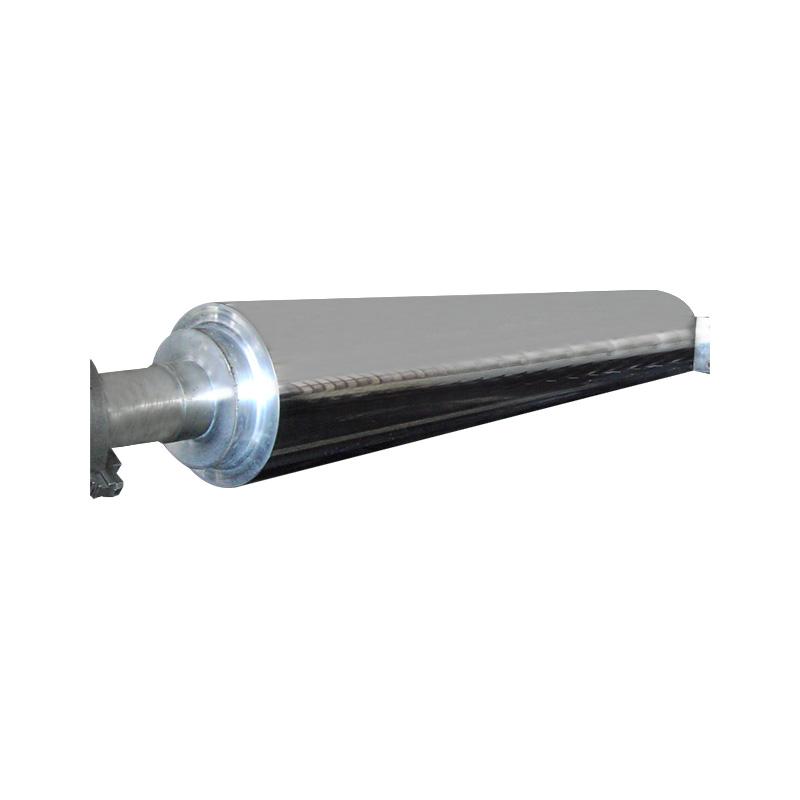
กระบวนการนี้ใช้กันโดยทั่วไปกับรูปทรงทรงกระบอกหรือท่อ เช่น ท่อ แหวน ปลอก ไลเนอร์ และบุชชิ่ง แม้ว่ากระบวนการที่มีรูปทรงต่างๆ จะสามารถสร้างรูปแบบที่ไม่สมมาตรที่ซับซ้อนมากขึ้นได้ก็ตาม
กระบวนการหล่อแบบแรงเหวี่ยงทำงานอย่างไรทีละขั้นตอน
กระบวนการหล่อแบบแรงเหวี่ยงเป็นไปตามลำดับขั้นตอนการทำงานอย่างแม่นยำ โดยมีการควบคุมการเตรียมแม่พิมพ์ อัตราการเท ความเร็วในการหมุน และอัตราการทำความเย็นอย่างระมัดระวังเพื่อสร้างชิ้นส่วนที่ปราศจากข้อบกพร่อง ต่อไปนี้คือขั้นตอนการดำเนินการของวงจรการหล่อแบบแรงเหวี่ยงแนวนอนแบบมาตรฐาน:
- ขั้นตอนที่ 1 — การเตรียมแม่พิมพ์: ก permanent steel or graphite mold is cleaned, preheated to 150–300°C, and coated with a refractory wash to prevent metal adhesion and control heat extraction rate.
- ขั้นตอนที่ 2 — การหมุนแม่พิมพ์: โดยปกติแล้วแม่พิมพ์จะถูกเร่งความเร็วจนถึงความเร็วการหมุนเป้าหมาย 300–3,000 รอบต่อนาที ขึ้นอยู่กับเส้นผ่านศูนย์กลางของแม่พิมพ์และความหนาแน่นของโลหะผสม ก่อนที่จะเริ่มการเท
- ขั้นตอนที่ 3 — การเทโลหะ: โลหะหลอมเหลวจะถูกฉีดผ่านพวยกาเทหรือรางน้ำด้วยอัตราการไหลที่ควบคุมได้ในขณะที่แม่พิมพ์หมุน โลหะจะถูกเหวี่ยงออกไปชิดผนังแม่พิมพ์ทันทีด้วยแรงเหวี่ยง
- ขั้นตอนที่ 4 — การแข็งตัว: โลหะจะแข็งตัวจากด้านนอกเข้าไป โดยผนังด้านนอกที่หนาแน่นจะแข็งตัวเป็นน้ำแข็งก่อนกับแม่พิมพ์ที่เย็น สิ่งเจือปนที่เบากว่าจะแยกออกจากด้านในไปยังรูเจาะและแข็งตัวเป็นลำดับสุดท้าย
- ขั้นตอนที่ 5 — การสกัดและการตรวจสอบ: เมื่อแข็งตัวแล้ว การหล่อจะถูกดึงออก ปล่อยให้เย็น และเข้ารับการตรวจสอบมิติ การทดสอบอัลตราโซนิก และการตรวจสอบพื้นผิวก่อนการตัดเฉือน
- ขั้นตอนที่ 6 — การตัดเฉือน: รูด้านในซึ่งมีชั้นสิ่งเจือปนแยกออกจากกัน ถูกตัดออก เหลือเพียงโครงสร้างโลหะด้านนอกที่สะอาดและหนาแน่นเท่านั้น นี่คือข้อได้เปรียบด้านคุณภาพที่สำคัญ: ข้อบกพร่องจะถูกลบออกอย่างเป็นระบบและไม่ถูกซ่อนไว้
การหล่อแบบแรงเหวี่ยงสามประเภท: จริง กึ่ง และหมุนเหวี่ยง
ชิ้นส่วนที่หล่อแบบหมุนเหวี่ยงบางส่วนไม่ได้ใช้รูปแบบกระบวนการเดียวกัน — สามประเภทหลักที่แตกต่างกันในการวางแนวของแม่พิมพ์ ความสามารถทางเรขาคณิต และระดับของแรงเหวี่ยงที่ทำให้เกิดรูปร่างของชิ้นส่วนสุดท้าย
1. การหล่อแบบแรงเหวี่ยงที่แท้จริง
แกนแม่พิมพ์อยู่ในแนวเดียวกับแกนของการหล่อ พื้นผิวด้านในของชิ้นส่วนถูกสร้างขึ้นด้วยแรงเหวี่ยงหนีศูนย์ — ไม่ใช้แกนกลาง นี่เป็นกระบวนการที่ใช้ในการผลิต ท่อ กระบอกสูบ แหวน และท่อ . แม่พิมพ์อาจวางในแนวนอน (สำหรับกระบอกสูบยาว) หรือแนวตั้ง (สำหรับวงแหวนสั้นที่มีเส้นผ่านศูนย์กลางขนาดใหญ่) ตัวแปรนี้ให้ความหนาแน่นสูงสุดและประโยชน์ทางโครงสร้างจุลภาคของทั้งสามวิธี
2. การหล่อแบบกึ่งแรงเหวี่ยง
แม่พิมพ์หมุนรอบแกนแนวตั้ง แต่ใช้แกนกลางเพื่อสร้างรูปทรงเรขาคณิตภายใน การเสริมแรงเหวี่ยงจากแรงเหวี่ยง - แทนที่จะกำหนดเพียงอย่างเดียว - การกระจายตัวของโลหะ วิธีการนี้ใช้สำหรับ ช่องว่างเกียร์ ล้อ รอก และส่วนประกอบที่มีหน้าแปลน ในกรณีที่จำเป็นต้องมีจุดศูนย์กลางที่มั่นคง กระบวนการนี้ให้ความหนาแน่นที่ดีขึ้นเมื่อเทียบกับการหล่อแบบคงที่ แต่น้อยกว่าการหล่อแบบแรงเหวี่ยงจริง
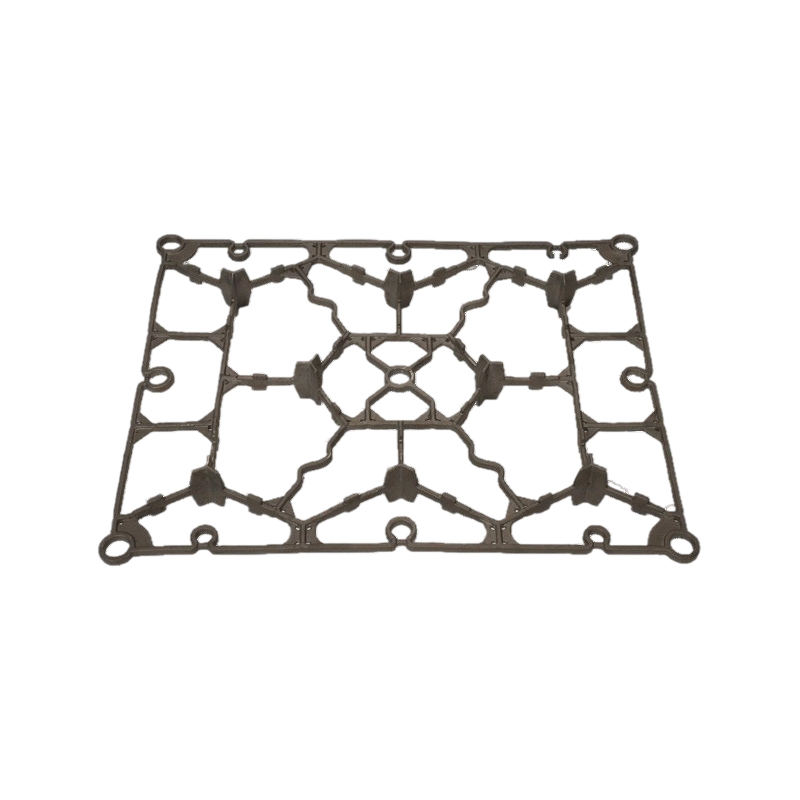
3. การหมุนเหวี่ยง (การหล่อด้วยแรงดัน)
โพรงแม่พิมพ์หลายช่องถูกจัดเรียงตามแนวรัศมีรอบป่วงตรงกลาง ส่วนประกอบทั้งหมดจะหมุนโดยใช้แรงเหวี่ยงเพื่อดันโลหะเข้าไปในแต่ละช่อง ตัวแปรนี้ใช้สำหรับ ชิ้นส่วนขนาดเล็ก ซับซ้อน และไม่สมมาตร เช่น ส่วนประกอบทางทันตกรรม เครื่องประดับ และชิ้นส่วนขนาดเล็กที่มีความแม่นยำ ซึ่งการเติมที่ดีขึ้นและความพรุนลดลงเป็นเป้าหมายหลัก ประโยชน์ของการหมุนเหวี่ยงที่นี่คือความสมบูรณ์ของการเติมมากกว่าการปรับปรุงความหนาแน่น
| ประเภท | การวางแนวของแม่พิมพ์ | จำเป็นต้องใช้หลักหรือไม่? | ชิ้นส่วนทั่วไป | ประโยชน์ความหนาแน่น |
| แรงเหวี่ยงที่แท้จริง | แนวนอนหรือแนวตั้ง | ไม่ | ท่อ กระบอกสูบ แหวน | สูงสุด |
| กึ่งแรงเหวี่ยง | แนวตั้ง | ใช่ (แกนกลาง) | ช่องเกียร์ ล้อ หน้าแปลน | สูง |
| การหมุนเหวี่ยง | แนวตั้ง (radial cavities) | ใช่ (แม่พิมพ์รูปทรง) | ชิ้นส่วนที่มีความแม่นยำขนาดเล็ก | ปานกลาง |
ตารางที่ 1: การเปรียบเทียบกระบวนการหล่อแบบหมุนเหวี่ยงสามรูปแบบตามการวางแนว ความต้องการแกน รูปทรงของชิ้นส่วน และประโยชน์ของความหนาแน่นสัมพัทธ์
เหตุใดชิ้นส่วนที่หล่อแบบแรงเหวี่ยงจึงเหนือกว่าในด้านโลหะวิทยา
ข้อได้เปรียบด้านโลหะวิทยาของส่วนประกอบที่หล่อแบบหมุนเหวี่ยงนั้นไม่ได้จำกัดอยู่มากนัก เนื่องจากสามารถวัดผล ทำซ้ำได้ และบันทึกไว้ในข้อมูลการทดสอบวัสดุหลายทศวรรษ นี่คือสิ่งที่ฟิสิกส์ของกระบวนการมอบให้:
ความพรุนใกล้ศูนย์
ในการหล่อแบบคงที่ ฟองก๊าซและช่องว่างการหดตัวจะติดอยู่ภายในมวลที่แข็งตัว ในชิ้นส่วนที่หล่อแบบหมุนเหวี่ยง สนามแรงเหวี่ยง (75–150 G) นั้นแข็งแกร่งกว่าแรงลอยตัวที่จะยึดฟองก๊าซให้อยู่กับที่ ฟองอากาศจึงเคลื่อนตัวเข้าด้านในไปยังรูและถูกกำจัดออกโดยการตัดเฉือน การทดสอบอิสระพบว่าเป็นประจำ ระดับความพรุนต่ำกว่า 0.1% ในส่วนประกอบที่หล่อแบบหมุนเหวี่ยงเมื่อเปรียบเทียบกับ ความพรุน 2–5% ในการหล่อทรายที่เทียบเท่ากัน
การแข็งตัวตามทิศทางและโครงสร้างเกรนละเอียด
โลหะจะแข็งตัวจากผนังด้านนอกเข้าด้านในด้วยการหล่อแบบหมุนเหวี่ยง การแข็งตัวในทิศทางนี้ทำให้เกิดโครงสร้างเกรนเรียงเป็นแนวเรียงเป็นแนวในแนวรัศมี ซึ่งเป็นทิศทางที่แข็งแกร่งที่สุดสำหรับการใช้งานที่มีแรงดัน ผลลัพธ์ที่ได้คือวัสดุที่มีพฤติกรรมใกล้เคียงกับโลหะดัด (งาน) มากกว่าการหล่อแบบทั่วไปในแง่ของคุณสมบัติแรงดึงและความล้า
ข้อดีของคุณสมบัติทางกล
เมื่อเปรียบเทียบกับการหล่อทรายในโลหะผสมชนิดเดียวกัน ส่วนประกอบที่หล่อแบบหมุนเหวี่ยงมักจะแสดง:
- ความต้านทานแรงดึงสูงขึ้น 10–20%
- ความแข็งแรงของผลผลิตสูงขึ้น 15–25%
- การยืดตัวดีขึ้น 20–30% (ความเหนียว)
- ต้านทานความเมื่อยล้าได้ดีขึ้นอย่างเห็นได้ชัด ภายใต้การโหลดแบบวนรอบ
- ต้านทานการกัดกร่อนที่เหนือกว่า เนื่องจากโครงสร้างจุลภาคที่เป็นเนื้อเดียวกันและปราศจากการเจือปน
การแยกแบบรวม
ตะกรัน ออกไซด์ และการรวมตัวของอโลหะมีความหนาแน่นน้อยกว่าเมทริกซ์โลหะหลอมเหลว ภายใต้แรงเหวี่ยง พวกมันจะแยกออกจากด้านในไปยังพื้นผิวของรู ซึ่งเป็นบริเวณเดียวกับที่ถูกตัดเฉือนออกในเวลาต่อมา ซึ่งหมายความว่าผนังโครงสร้างของชิ้นส่วนสำเร็จรูปคือ โดยพื้นฐานแล้วปราศจากสิ่งเจือปน ส่งผลให้ไม่มีวิธีการหล่อแบบคงที่ที่สามารถทำซ้ำได้อย่างน่าเชื่อถือ
การหล่อแบบแรงเหวี่ยงกับการหล่อแบบทรายกับแบบหล่อการลงทุน: การเปรียบเทียบโดยตรง
ชิ้นส่วนที่หล่อแบบหมุนเหวี่ยงนำไปสู่คุณสมบัติทางกลและความสมบูรณ์ภายใน ในขณะที่การหล่อทรายนั้นได้รับความยืดหยุ่นทางเรขาคณิตและการหล่อแบบลงทุนนั้นทำได้ดีเยี่ยมในรายละเอียดที่ละเอียด — ตัวเลือกที่เหมาะสมนั้นขึ้นอยู่กับข้อกำหนดด้านการทำงานของชิ้นส่วน
| เกณฑ์ | หล่อแบบแรงเหวี่ยง | หล่อทราย | หล่อการลงทุน |
| ความพรุนภายใน | <0.1% (ดีเยี่ยม) | 2–5% (แย่) | 0.5–1% (ดี) |
| ความต้านแรงดึง | สูงest | ต่ำสุด | ปานกลาง–High |
| ความซับซ้อนทางเรขาคณิต | ต่ำ–ปานกลาง (ทรงกระบอก) | สูงมาก | สูงมาก |
| การตกแต่งพื้นผิว (แบบหล่อ) | ปานกลาง (OD smooth) | หยาบ | ยอดเยี่ยม |
| ผลผลิตวัสดุ | สูง (no risers/gates) | ต่ำ (ของเสียจากระบบเกตติ้ง) | ปานกลาง |
| ค่าเครื่องมือ | ปานกลาง | ต่ำ | สูง |
| ดีที่สุดสำหรับ | ชิ้นส่วนดัน ไลเนอร์ แหวน | รูปทรงขนาดใหญ่และซับซ้อน | ชิ้นส่วนที่มีความแม่นยำขนาดเล็ก |
ตารางที่ 2: การเปรียบเทียบแบบตัวต่อตัวของชิ้นส่วนที่หล่อแบบหมุนเหวี่ยง การหล่อทราย และแบบหล่อการลงทุนในด้านความพรุน ความแข็งแรง รูปทรง พื้นผิวสำเร็จ ผลผลิต ต้นทุนเครื่องมือ และความเหมาะสมในการใช้งาน
วัสดุที่ผลิตโดยทั่วไปเป็นส่วนประกอบหล่อแบบแรงเหวี่ยง
การหล่อแบบแรงเหวี่ยงเข้ากันได้กับระบบโลหะผสมแบบหล่อได้เกือบทุกระบบ และมีประสิทธิภาพโดยเฉพาะอย่างยิ่งกับวัสดุที่ได้ประโยชน์จากการแข็งตัวตามทิศทางและมีปริมาณการรวมตัวต่ำ วัสดุหล่อแบบหมุนเหวี่ยงที่ใช้บ่อยที่สุด ได้แก่:
- เหล็กหล่อสีเทาและเหล็กหล่อเหนียว: ใช้สำหรับปลอกสูบ ท่อ และส่วนประกอบของเครื่องจักร เหล็กหล่อแบบหมุนเหวี่ยงจัดแนวเกล็ดกราไฟต์ซึ่งช่วยเพิ่มความทนทานต่อการสึกหรอในการใช้งานซับใน
- เหล็กกล้าคาร์บอนและเหล็กกล้าอัลลอยด์ต่ำ: ใช้สำหรับภาชนะรับความดัน อุปกรณ์กระบวนการทางเคมี และวงแหวนโครงสร้าง เหล็กหล่อแบบหมุนเหวี่ยงทำให้ได้คุณสมบัติทางกลที่เกือบจะขึ้นรูปแล้ว
- เหล็กกล้าไร้สนิม (ซีรีส์ 300 และ 400): ใช้ในงานเคมีที่มีฤทธิ์กัดกร่อน การแปรรูปอาหารและยา โครงสร้างจุลภาคที่ปราศจากการรวมตัวของสเตนเลสหล่อแบบหมุนเหวี่ยงช่วยเพิ่มความต้านทานการกัดกร่อนตามรอยแยก
- ซูเปอร์อัลลอยที่มีนิกเกิลเป็นส่วนประกอบหลัก: ใช้สำหรับวงแหวนการบินและอวกาศ ส่วนประกอบกังหันก๊าซ และอุปกรณ์กระบวนการที่มีอุณหภูมิสูงที่ต้องการความต้านทานการคืบคลานที่สูงกว่า 700°C
- โลหะผสมทองแดง (ทองแดง ทองเหลือง โลหะปืน): ใช้สำหรับบุชชิ่ง ตลับลูกปืน ปลอก และส่วนประกอบทางทะเล การหล่อแบบหมุนเหวี่ยงด้วยทองแดงมีคุณสมบัติรับน้ำหนักที่ดีเยี่ยมและต้านทานการกัดกร่อนในน้ำทะเล
- กluminum alloys: ใช้สำหรับการใช้งานด้านการบินและอวกาศน้ำหนักเบา ยานยนต์ และผลิตภัณฑ์อุปโภคบริโภคที่ต้องใช้ส่วนประกอบท่อที่มีผนังบาง
- โลหะผสมไทเทเนียม: ใช้ในการใช้งานด้านการบินและอวกาศเฉพาะทางและการปลูกถ่ายทางการแพทย์ การหล่อไทเทเนียมแบบแรงเหวี่ยงต้องใช้การประมวลผลแบบสุญญากาศหรือบรรยากาศเฉื่อย เนื่องจากโลหะมีปฏิกิริยารุนแรงที่อุณหภูมิการหล่อ
อุตสาหกรรมที่ต้องอาศัยส่วนประกอบที่หล่อแบบแรงเหวี่ยง
ชิ้นส่วนหล่อแบบหมุนเหวี่ยงถือเป็นสิ่งสำคัญในทุกอุตสาหกรรมที่ส่วนประกอบทรงกระบอกต้องรักษาแรงดัน อุณหภูมิ หรือความเค้นเชิงกลในระดับที่การหล่อแบบคงที่ไม่สามารถรองรับได้อย่างน่าเชื่อถือ
น้ำมันและก๊าซและปิโตรเคมี
ท่อ ท่อ และข้อต่อที่หล่อแบบหมุนเหวี่ยงถือเป็นแกนหลักของระบบเตาเผาโรงกลั่น ท่อแครกเกอร์เร่งปฏิกิริยา และท่อไหลแรงดันสูง ท่อ Radiant และ Convection ทำงานที่ 900–1,100°ซ ในเตาเผาของโรงกลั่นนั้นแทบจะหล่อด้วยโลหะผสมทนความร้อนเช่น HP-Modified หรือ HK-40 ที่ใช้การหล่อแบบหมุนเหวี่ยงเกือบทั่วถึง ซึ่งวัสดุที่มีประสิทธิภาพการทำงานที่อุณหภูมิขึ้นอยู่กับความสม่ำเสมอของโครงสร้างระดับจุลภาคซึ่งมีเพียงการหล่อแบบหมุนเหวี่ยงเท่านั้นที่สามารถทำได้
การผลิตไฟฟ้า
ท่อกังหันไอน้ำ ปลอกโรเตอร์ และท่อหม้อไอน้ำในโรงไฟฟ้าพลังความร้อนมักถูกหล่อแบบหมุนเหวี่ยงจากโลหะผสมโครเมียม-โมลีและเหล็กกล้าไร้สนิม ความสามารถในการผลิตกระบอกสูบผนังหนาโดยมีความหนาของผนังสม่ำเสมอเป็นสิ่งสำคัญสำหรับส่วนประกอบที่ทำงานที่ แรงดันไอน้ำเกิน 300 บาร์ .
กerospace and Defense
วงแหวนโครงสร้างการบินและอวกาศ การแข่งขันแบริ่ง และผ้าห่อหุ้มกังหันที่ผลิตเป็นส่วนประกอบที่หล่อแบบหมุนเหวี่ยงจะต้องเป็นไปตามเกณฑ์การยอมรับการทดสอบแบบไม่ทำลาย (NDT) ที่แน่นหนาเป็นพิเศษ ความพรุนใกล้ศูนย์ของวงแหวนซูเปอร์อัลลอยนิกเกิลที่หล่อแบบหมุนเหวี่ยงช่วยให้แหวนผ่านได้ การตรวจสอบการแทรกซึมของฟลูออเรสเซนต์ (FPI) และการทดสอบอัลตราโซนิก มาตรฐานที่จะกำจัดทางเลือกที่ส่งแบบคงที่ส่วนใหญ่
กutomotive and Heavy Equipment
ปลอกสูบเครื่องยนต์ — ปลอกเหล็กทนทานต่อการสึกหรอที่สร้างพื้นผิวกระบอกสูบในเครื่องยนต์ดีเซลและเบนซิน — เป็นหนึ่งในส่วนประกอบหล่อแบบหมุนเหวี่ยงปริมาณสูงสุดในการผลิตทั่วโลก ปลอกสูบหลายล้านชิ้นถูกหล่อแบบหมุนเหวี่ยงทุกปี เนื่องจากกระบวนการนี้จะสร้างโครงสร้างจุลภาคของกราไฟท์ที่พื้นผิวของรู ซึ่งช่วยเพิ่มการกักเก็บน้ำมันและความต้านทานต่อการสึกหรอโดย 30–50% เมื่อเทียบกับทางเลือกแบบหล่อแบบคงที่หรือแบบกลึง
โครงสร้างพื้นฐานด้านน้ำและน้ำเสีย
ท่อจ่ายน้ำหลักที่เป็นเหล็กดัด ท่อแรงดัน และอุปกรณ์ต่างๆ ได้รับการหล่อแบบเหวี่ยงเหวี่ยงสำหรับโครงสร้างพื้นฐานด้านน้ำประปาของเทศบาลมานานกว่าศตวรรษ ท่อเหล็กเหนียวหล่อแบบแรงเหวี่ยงเป็นไปตามมาตรฐานสากลเช่น ISO 2531 และ EN 545 และอายุการใช้งานโดยทั่วไปในแอปพลิเคชันแบบฝังเกินกว่า 100 ปี .
ทะเลและนอกชายฝั่ง
ปลอกเพลาใบพัด ปลอกท่อท้ายเรือ และตัวปั๊มน้ำทะเลถูกหล่อแบบหมุนเหวี่ยงด้วยนิกเกิล-อะลูมิเนียมบรอนซ์หรือสเตนเลสดูเพล็กซ์ โครงสร้างจุลภาคที่เป็นเนื้อเดียวกันช่วยขจัดการกัดกร่อนของเฟสเฉพาะ (การลดปริมาณแร่ การสลายแคลเซียม) ที่ส่งผลต่อทางเลือกในการหล่อแบบคงที่ในการให้บริการน้ำทะเล
ข้อจำกัดของการหล่อแบบแรงเหวี่ยง: เมื่อใดจึงควรเลือกกระบวนการอื่น
แม้จะมีข้อได้เปรียบในด้านโลหะวิทยา แต่การหล่อแบบแรงเหวี่ยงก็ไม่ใช่ตัวเลือกที่เหมาะสมสำหรับทุกส่วนประกอบ ข้อจำกัดทางเรขาคณิตและปัจจัยทางเศรษฐกิจหมายความว่า บางส่วนจะได้รับบริการที่ดีกว่าโดยกระบวนการทางเลือก
- รูปทรงที่ไม่สมมาตรที่ซับซ้อน: ส่วนประกอบที่มีหน้าแปลน สลักยึด ครีบบาง หรือทางเดินภายในที่ซับซ้อนไม่สามารถผลิตได้โดยการหล่อแบบแรงเหวี่ยงที่แท้จริง การหล่อทรายหรือการหล่อการลงทุนจะเหมาะกว่า
- ขนาดชุดเล็กมาก: การตั้งค่าแม่พิมพ์และการสอบเทียบระบบการหมุนเกี่ยวข้องกับต้นทุนคงที่ซึ่งทำให้การหล่อแบบแรงเหวี่ยงไม่มีประสิทธิภาพทางเศรษฐกิจสำหรับปริมาณที่ต่ำกว่าโดยประมาณ 10–20 ชิ้น ในระบบอัลลอยด์บางระบบ
- กlloys with extreme density differences between phases: ในโลหะผสมหลายเฟสบางชนิด การแยกแบบแรงเหวี่ยงอาจทำให้เกิดการไล่ระดับขององค์ประกอบผ่านความหนาของผนัง ซึ่งเป็นข้อเสียมากกว่าข้อได้เปรียบ ซึ่งจะต้องได้รับการจัดการโดยการเลือกโลหะผสมและการควบคุมกระบวนการ
- ส่วนประกอบไม่สมมาตรที่มีขนาดใหญ่มาก: การหล่อเชิงโครงสร้าง เช่น เสื้อสูบ ตัววาล์ว หรือตัวเรือนปั๊ม อยู่นอกเหนือกรอบเรขาคณิตของการหล่อแบบแรงเหวี่ยง ควรใช้ทรายที่ไม่มีการอบหรือการหล่อแบบลงทุนจะดีกว่า
มาตรฐานการควบคุมคุณภาพสำหรับส่วนประกอบที่หล่อแบบแรงเหวี่ยง
ชิ้นส่วนหล่อแบบหมุนเหวี่ยงสำหรับการใช้งานที่สำคัญจะต้องเป็นไปตามชุดวัสดุ มิติ และไม่ทำลายมาตรฐานการทดสอบที่เข้มงวด มาตรฐานหลักที่ใช้กับส่วนประกอบที่หล่อแบบหมุนเหวี่ยง ได้แก่:
| มาตรฐาน | กpplication | ข้อกำหนดที่สำคัญ |
| กSTM A 48 / A 278 | การหล่อเหล็กแบบแรงเหวี่ยงเหล็กสีเทา | ความต้านแรงดึง ความแข็ง โครงสร้างจุลภาค |
| กSTM A 532 | กbrasion-resistant cast iron | ความแข็ง องค์ประกอบ โครงสร้างจุลภาค |
| ISO 2531 / EN 545 | ท่อน้ำเหล็กดัด | การทดสอบแรงดันอุทกสถิต ความหนาของผนัง การเคลือบ |
| กSTM A 999 / A 530 | ท่อเหล็กและท่อแรงเหวี่ยง | การทดสอบอุทกสถิต ความคลาดเคลื่อนของมิติ NDT |
| กMS 2175 | กerospace castings classification | ภาพรังสี, FPI, เกณฑ์การยอมรับด้วยคลื่นเสียงความถี่สูง |
ตารางที่ 3: มาตรฐานคุณภาพและการปฏิบัติตามข้อกำหนดที่สำคัญที่ใช้กับส่วนประกอบหล่อแบบหมุนเหวี่ยงในอุตสาหกรรมต่างๆ รวมถึงโครงสร้างพื้นฐานทางน้ำ ท่อเหล็ก เหล็กหล่อ และการบินและอวกาศ
คำถามที่พบบ่อยเกี่ยวกับชิ้นส่วนหล่อแบบแรงเหวี่ยง
ถาม: อะไรคือความแตกต่างระหว่างการหล่อแบบเหวี่ยงเหวี่ยงและการหล่อแบบหมุนเหวี่ยง?
คำนี้มักใช้แทนกันได้ในอุตสาหกรรม แต่เป็นในทางเทคนิค "หล่อแบบแรงเหวี่ยง" หมายถึงการหล่อแบบแรงเหวี่ยงที่แท้จริงโดยที่รูปร่างของชิ้นส่วนจะเกิดขึ้นโดยตรงจากแรงเหวี่ยง (เช่นในท่อและกระบอกสูบ) ในขณะที่ "เครื่องเหวี่ยงเหวี่ยง" หรือ "การหมุนเหวี่ยง" หมายถึงรูปแบบการหล่อด้วยแรงดันซึ่งมีการจัดเรียงโพรงแม่พิมพ์หลายช่องไว้รอบๆ แกนกลาง และแรงเหวี่ยงหนีศูนย์ช่วยปรับปรุงการเติมและลดความพรุนในชิ้นส่วนที่มีรูปร่างซับซ้อน
ถาม: ผนังหล่อแบบหมุนเหวี่ยงสามารถหนาได้แค่ไหน?
ไม่มีขีดจำกัดบนในทางปฏิบัติเกี่ยวกับความหนาของผนังสำหรับส่วนประกอบที่หล่อแบบหมุนเหวี่ยง — กระบอกสูบและวงแหวนที่มีผนังหนามากคือจุดแข็งของกระบวนการโดยเฉพาะ ความหนาของผนังตั้งแต่ 3 มม. ถึงมากกว่า 200 มม ได้รับการผลิตเรียบร้อยแล้ว กระบวนการนี้มีข้อได้เปรียบโดยเฉพาะอย่างยิ่งสำหรับภาชนะรับความดันที่มีผนังหนา เนื่องจากรูปแบบการแข็งตัวจากภายนอกเข้ามาทำให้มั่นใจได้ว่าผนังด้านนอกที่มีโครงสร้างวิกฤตจะแข็งตัวก่อนภายใต้แรงกดดัน
ถาม: การหล่อแบบแรงเหวี่ยงสามารถผลิตชิ้นส่วนโลหะคู่ได้หรือไม่
ใช่. ส่วนประกอบที่หล่อแบบหมุนเหวี่ยงด้วยโลหะ Bi-metallic โดยที่โลหะผสมสองชนิดที่แตกต่างกันถูกหล่อตามลำดับเพื่อสร้างผนังคอมโพสิต ถือเป็นการประยุกต์ใช้กระบวนการเชิงพาณิชย์ที่สำคัญ ตัวอย่างทั่วไปคือชั้นนอกที่เป็นเหล็กแข็งที่ทนทานต่อการสึกหรอ หล่อทับชั้นในของเหล็กดัดเหนียวที่แข็งแกร่งสำหรับการใช้งาน เช่น ไลเนอร์โรงบดและเปลือกม้วน โลหะทั้งสองจะพันธะทางโลหะวิทยาที่ส่วนต่อประสานระหว่างการแข็งตัว
ถาม: การหล่อแบบแรงเหวี่ยงเปรียบเทียบกับการตีชิ้นส่วนแหวนและกระบอกสูบเป็นอย่างไร
การตีขึ้นรูปทำให้เกิดคุณสมบัติทางกลที่สูงที่สุดเท่าที่จะเป็นไปได้ผ่านการปรับแต่งเกรนที่เกิดจากการเสียรูป แต่ต้องใช้แม่พิมพ์ราคาแพง ไม่สามารถใช้ได้กับโลหะผสมทั้งหมด และความหนาและเส้นผ่านศูนย์กลางของผนังมีจำกัด บรรลุผลสำเร็จของแหวนและกระบอกสูบที่หล่อแบบแรงเหวี่ยง 80–95% ของคุณสมบัติทางกล ของการตีขึ้นรูปที่เท่ากันโดยมีต้นทุนเครื่องมือและการผลิตที่ต่ำกว่ามาก และสามารถผลิตได้ในเส้นผ่านศูนย์กลางและความหนาของผนัง ซึ่งการตีขึ้นรูปไม่สามารถทำได้ในทางเทคนิค
ถาม: ชิ้นส่วนที่หล่อแบบหมุนเหวี่ยงสามารถทนต่อความหนาของผนังได้เท่าใด
โดยทั่วไปค่าเผื่อความหนาของผนังขณะหล่อสำหรับชิ้นส่วนที่หล่อแบบหมุนเหวี่ยงนั้นโดยทั่วไป ±3–5% ของความหนาของผนังที่ระบุ ขึ้นอยู่กับโลหะผสม อุณหภูมิในการเท และสภาพของแม่พิมพ์ หลังจากการตัดเฉือน ค่าเผื่อความหนาของผนังสำเร็จรูปแล้ว ±0.1–0.5 มม บรรลุผลสำเร็จเป็นประจำ โดยเป็นไปตามข้อกำหนดของท่อแรงดันและมาตรฐานทางกลส่วนใหญ่
ถาม: เส้นผ่านศูนย์กลางและความยาวสูงสุดที่สามารถบรรลุได้ในการหล่อแบบแรงเหวี่ยงคือเท่าใด
เครื่องหล่อแบบแรงเหวี่ยงแนวนอนผลิตท่อและกระบอกสูบเป็นประจำ เส้นผ่านศูนย์กลาง 2.5 เมตร และยาว 8–10 เมตร . เครื่องจักรแนวตั้งใช้สำหรับวงแหวนสั้นที่มีเส้นผ่านศูนย์กลางขนาดใหญ่ และสามารถรองรับเส้นผ่านศูนย์กลางที่เกินได้ 3 เมตร . ขีดจำกัดสูงสุดในทางปฏิบัติถูกกำหนดโดยกำลังการผลิตของเครื่องจักรและความสามารถในการจัดการแม่พิมพ์ มากกว่าโดยฟิสิกส์ของกระบวนการเอง
สรุป: เมื่อใดที่ต้องระบุส่วนประกอบที่หล่อแบบหมุนเหวี่ยง
ระบุส่วนประกอบที่หล่อแบบหมุนเหวี่ยงเมื่อใดก็ตามที่การออกแบบของคุณต้องการรูปทรงทรงกระบอก การใช้งานเกี่ยวข้องกับแรงดัน อุณหภูมิ การสึกหรอ หรือการกัดกร่อน และอายุการใช้งานหรือความปลอดภัยถือเป็นข้อกังวลหลัก กระบวนการนี้ไม่ใช่วิธีการหล่อที่หลากหลายที่สุด — ไม่สามารถเทียบได้กับการหล่อทรายสำหรับความซับซ้อนทางเรขาคณิต หรือการหล่อแบบลงทุนเพื่อรายละเอียดเล็กๆ น้อยๆ — แต่สำหรับประเภทชิ้นส่วนเฉพาะที่ผลิต ไม่มีกระบวนการหล่ออื่นใดที่ใกล้เคียงกับการผสมผสานระหว่างความสมบูรณ์ของโครงสร้าง ประสิทธิภาพของวัสดุ และความสม่ำเสมอของมิติ
ข้อมูลไม่คลุมเครือ: ความพรุนต่ำกว่า 0.1% ความต้านทานแรงดึงสูงกว่าค่าเทียบเท่าหล่อทราย 10-20% อายุการใช้งานวัดเป็นทศวรรษแทนที่จะเป็นปี ไม่ว่าคุณจะระบุท่อเตาเผาสำหรับโรงกลั่น ซับสูบสำหรับเครื่องยนต์ดีเซล หรือวงแหวนโครงสร้างสำหรับการประกอบอากาศยาน ทางเลือกของ a หล่อแบบแรงเหวี่ยง ส่วนประกอบเป็นตัวเลือกสำหรับคุณภาพทางโลหะวิทยาที่เหนือกว่าอย่างเห็นได้ชัด — และประวัติการใช้งานทางอุตสาหกรรมมานานกว่าศตวรรษซึ่งอ้างว่าสมบูรณ์